
激光打標機都與專業的打標軟件,導光板激光布點軟件功能非常強大,網點大小及網點間距可自動漸變,集多種加工方式于一身 : 網點 , 位圖、劃線、切割一次完成,可兼容各種常用導光板設計軟件 , 并自動優化處理各種參數,可支持多個進光面及多種進光方式,可支持異形導光板的排布。但是操作方法其實很簡單!
顏色列表 在本軟件中預定義了 8 種雕刻參數,分別用 8 種顏色來表示。

選擇對象后右鍵單擊顏色欄顏色修改該對象的外框顏色,左鍵單擊顏色欄顏色修改該對象的填充顏色(功能同CorelDRAW)屬性欄中顏色之后的第 一個數據(默認0.010mm)為該顏色的步長。第二個數據(15.0us)為該顏色的中間延時。最 后一個參數為該顏色的雕刻次數,為0時不雕刻。雙擊顏色欄可在0和1之間切換雕刻次數。顏色的次序代表該種顏色線條被雕刻出來的次序。如上圖所示,在雕刻每個圖形對象時,按照紅黃綠…黑灰的順序雕刻。
改變次序的方法 選定要改變次序的顏色,左鍵點擊不放,并拖動到想要的次序列中。如“黑色”線條要在“黃色”線條之前雕刻出,選中“黑色”,點擊不放并拖動到“黃色”之上,放開左鍵。 雕刻顏色次序只在同一個圖形對象中起作用。如下圖

文檔中有存在一個“五邊形”和一個“文本”。“五邊形”的雕刻次序為1,“文本”的雕刻次序為2。在雕刻時無論顏色次序如何,雕刻機總是先雕刻次序為1的“五邊形”,再雕刻次序為2的“文本”。在雕刻“五邊形”時,雕刻機會按照顏色次序雕刻出它的邊框和填充線。
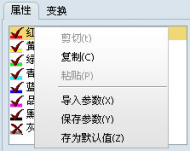
右鍵點擊顏色參數,會出現以下菜單剪切:把選中的顏色參數復制到剪貼板中。復制:把選中的顏色參數復制到剪貼板中。粘貼:把剪貼板中的參數粘貼到選中的顏色參數。導入參數:導入已經保存好的顏色參數到選中的顏色參數。保存參數:把選中的顏色參數保存到硬盤,以方便必要時調用。存為默認值:把選中顏色參數存為默認值。每次新建文檔時每種顏色參數將會以其為默認值。
選中顏色參數的方法①、直接點中所要選中的顏色對象。②、按下“Ctrl”鍵增加或減少選中的顏色對象。③、按下“Shift”鍵增加或減少一些選中的顏色對象,這些顏色是點擊的顏色對象和已選擇的顏色對象之間的所有對象。
雕刻參數

常見概念頻率(KHz):PWM信號的頻率。能量(%):激光實際能量值與軟件設定最 大能量值的百分比。步長(mm):激光出光時振鏡每步走的步長距離。中間延時(us):激光出光時走每步所需的時間。關延時(us):激光走完每筆畫后關激光的延時。數字振鏡有同步信號,此參數可設置為零。開延時(us):激光開始走每筆畫前出光的延時。數字振鏡有同步信號,此參數可設置為零。抑制能量(%):激光開啟時進行能量抑制。抑制個數:激光開啟時進行能量抑制的激光點數。停頓時間:打標完該顏色對象后停頓的時間。重復次數:該顏色對象的打標重復次數。0表示不打標。
基本現象與參數速度的計算公式為:速度=步長/中間延時(注意統一單位)

系統參數在“設置”下“選項”中的子菜單“系統參數”。
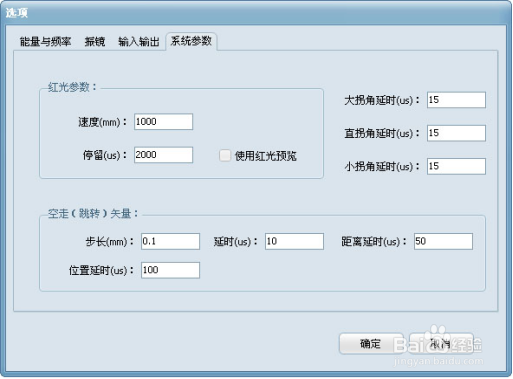
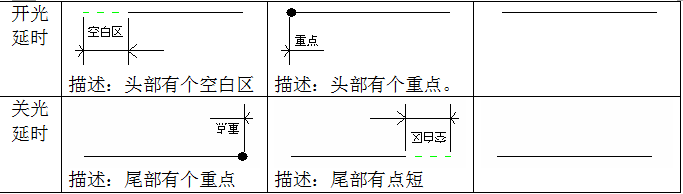
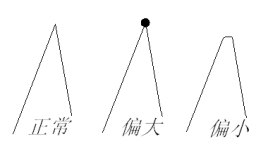
空走速度:振鏡在打標空走時的速度。計算公式為:空走速度=空走步長/空走延時(注意統一單位)因為本產品使用的是高品質的進口振鏡,空走速度最 大可以到10000(mm/s);速度越大打標時間越短。速度太大,振鏡會發出“噪音”,打標會出現散點。速度太小,打標時間會偏慢,對打標效果無影響。距離延時:跳轉距離延時。位置延時:跳轉位置延時。每次空走跳轉完畢后,系統都會自動延時一段時間后才執行下一條命令。實際的延時時間由下面公式計算:跳轉延時=位置延時+距離*距離延時跳轉延時太小時,會出現如下圖起筆位置紅色區域散點現象。太大打標速度會偏慢,對實際打標效果無影響。拐角延時:振鏡在兩線段有夾角時,為能保證夾角被完整雕刻,需要給振鏡運動的延時。大拐角延時:兩線段夾角小于45度的拐角直拐角延時:兩線段夾角大于45度小于135度的拐角小拐角延時:兩線段夾角大于135度的拐角拐角延時偏大會在拐角處產生重點;拐角延時偏小時會在拐角處出現圓角。如下圖所示:
激光打標設備推薦:優惠多 聚劃算 報價4007001618
【光纖激光打標設備】主要用于金屬和部分非金屬激光標記用途,標記美觀,速度快,無耗材;
【CO2激光打標設備】用于非金屬產品的激光標記用途;
【紫外激光打標設備】采用進口紫外激光器,主要用于金屬和非金屬產品的精細標記用途;
【金屬激光打標設備】針對客戶具體產品,生產線,需求設計和生產符和客戶需求的定制機型。
【半導體激光打標機】 性能穩定,價格適中
【綠激光打標機】價格較高,產品定制為主
【YAG激光打標機】用于金屬、塑膠等產品 價格適中
更多金屬激光打標設備

















































































